
Every year, millions of stuffed animals, plush dolls, and soft toys travel from factories to nurseries, playrooms, and toy chests worldwide. Yet behind every squeezable bear and huggable bunny lies a critical quality-control step that most consumers never see: needle detection. This process is designed to ensure that broken sewing needles, metal fragments, and other sharp metallic objects are never present inside a finished plush toy when it reaches a child’s hands.
Needle detection in plush toy manufacturing is not a minor formality — it is a legally mandated, technically complex, and operationally essential process that forms the final line of defense before a toy ships. Understanding how needle detection works, what international standards govern it, and why it matters is valuable for manufacturers, importers, retailers, and safety-conscious consumers alike.
What Is Plush Toy Needle Detection?
Needle detection is a quality-control inspection process in which finished or semi-finished plush toys pass through or under a metal detection system designed to identify the presence of ferrous and non-ferrous metallic particles. The primary target is broken sewing needles — fragments of steel needles that snap during the stitching process and become lodged inside a toy’s stuffing, seams, or fabric layers.

Beyond broken needles, the process also catches staples, pins, wire fragments, metallic debris from machinery, and small metal components that may have been accidentally introduced during production. When a toy triggers the detector, it is quarantined, investigated, and either remediated or destroyed — never shipped.
| Contaminant Type | Typical Source | Detection Difficulty | Risk Level |
|---|---|---|---|
| Broken sewing needles | Industrial sewing machines | Moderate | High |
| Pins & staples | Pattern assembly, packaging | Easy | Medium |
| Wire fragments | Armature wires, coil springs | Moderate | High |
| Metallic machinery debris | Cutting, embroidery equipment | Varies | Medium |
| Small decorative metal parts | Eyes, buttons, clasps | Easy | Medium |
How Needle Detection Technology Works
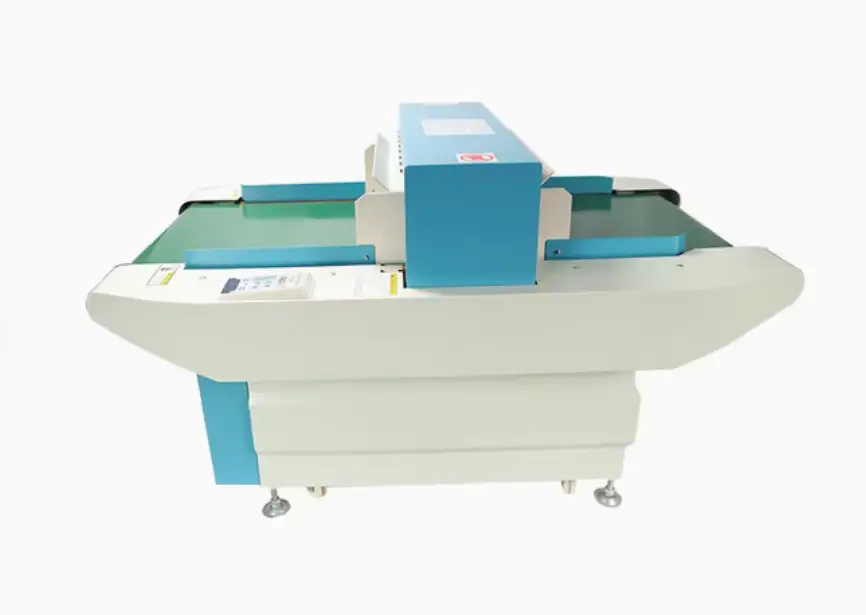
Modern plush toy needle detectors use one of two primary technologies: electromagnetic induction and rare-earth permanent magnet systems. Most factory-floor machines combine both approaches to maximize sensitivity across different metal types and toy densities.
Electromagnetic Induction Detectors
These machines generate a balanced electromagnetic field using a transmitter coil and two receiver coils. When a toy passes through the detection aperture on a conveyor belt, any metallic object inside disturbs the field balance, triggering an alarm. The system is highly sensitive to ferrous metals (iron and steel) — the material that sewing needles are made of — and can also detect non-ferrous metals such as aluminum and copper, though at reduced sensitivity for very small fragments.
Permanent Magnet Detectors
Often used in combination with induction detectors, permanent magnet systems rely on strong rare-earth magnets that attract and physically hold ferromagnetic debris. Toys pass over or through the magnetic field; any steel needle fragment is pulled toward the detection surface, flagging the item for inspection. Magnet-based systems are particularly effective for very small, deeply embedded needle fragments in dense stuffing.
Sensitivity Standards and Test Pieces
Detector sensitivity is calibrated using standardized test pieces — typically a 1.2 mm diameter steel sphere or a 1.0 mm × 25 mm steel wire segment, representing a realistic needle fragment. Machines must reliably detect these reference objects at all points within the detection aperture, not just at the center. Daily calibration checks are a mandatory best practice in responsible manufacturing facilities.
| Technology | Best For | Detection Sensitivity | Typical Application |
|---|---|---|---|
| Electromagnetic induction | All metal types | Up to 0.8 mm ferrous | Conveyor-belt inline inspection |
| Permanent magnet | Ferrous metals only | Very small needle fragments | Supplementary manual check |
| Combined systems | All toy types | Highest overall sensitivity | High-volume production lines |
| X-ray inspection | Dense/large toys | Sub-millimeter resolution | Premium or compliance-critical lines |
International Standards Governing Needle Detection
Needle detection requirements for plush toys are embedded within broader toy safety regulations across major markets. These standards are enforced by regulatory bodies and tested by third-party inspection agencies before products are certified for sale.
Key Regulatory Frameworks
In the United States, the Consumer Product Safety Improvement Act (CPSIA) and ASTM F963 (Standard Consumer Safety Specification for Toy Safety) require that toys intended for children under 14 be free from hazardous sharp points and metal fragments. While ASTM F963 does not mandate a specific needle detection procedure, it establishes the sharp-point and sharp-edge criteria that needle detection helps satisfy.
In the European Union, EN 71-1 (Mechanical and Physical Properties) sets out requirements for accessible sharp points and edges. Chinese manufacturers exporting to major markets must additionally comply with GB 6675 — China’s national toy safety standard — which includes requirements aligned with both ASTM and EN frameworks. Many importers additionally require factories to follow ICTI (International Council of Toy Industries) ethical manufacturing guidelines, which include needle and metal detection protocols.
Japan’s ST Mark safety certification and Australia’s AS/NZS 8124 standard similarly require that finished plush toys be free from hazardous metallic fragments, making needle detection a practical necessity for any manufacturer serving global markets.
| Standard / Regulation | Jurisdiction | Relevant Section | Enforcing Body |
|---|---|---|---|
| ASTM F963 | United States | Sharp points/metal fragments | CPSC |
| EN 71-1 | European Union | Mechanical & physical properties | National market authorities |
| GB 6675 | China (export) | Physical and mechanical testing | SAMR / CNCA |
| ST Mark | Japan | Toy Safety Law requirements | JSTA |
| AS/NZS 8124 | Australia / NZ | Part 1: Mechanical properties | ACCC / product suppliers |
The Needle Detection Process Step by Step
Understanding the workflow helps factories identify where breakdowns can occur — and where auditors will focus their attention during compliance inspections.
Stage 1 — Needle Control and Inventory
Effective needle detection starts well before the detector machine. Best-practice factories maintain a strict needle control policy: all sewing needles are issued individually to machine operators, logged in a register, and surrendered at the end of each shift. Broken needles must be fully accounted for — both the broken fragments must be recovered and recorded. Failing to locate a broken needle fragment immediately triggers a production hold on any toy that was being sewn at that workstation.
Stage 2 — Inline Detection During Stuffing and Closing
For large-volume lines, inline detectors are positioned after the stuffing and closing operations — typically the two stages where loose needle fragments are most likely to become embedded inside a toy. Each toy passes through the detector aperture on a conveyor; rejects are automatically diverted into a locked reject bin that only supervisors can open.
Stage 3 — Final Inspection Pass
Before packing, every toy undergoes a final needle detection pass. This is the last chance to catch any metal contamination that may have been introduced during embroidery, eye attachment, accessory assembly, or packaging operations. The final pass uses the highest sensitivity setting and is documented in the factory’s QC records.
Stage 4 — Documentation and Traceability
Each detection run is logged with the date, batch number, machine calibration data, number of units inspected, and number of rejects. This documentation is essential during third-party audits and, in the event of a recall or customer complaint, enables rapid traceability back to the specific production lot and shift.

Industry best practice requires needle detection machines to be calibrated at the start and end of every shift using certified test pieces. If a machine fails calibration, all units produced during that shift since the last successful calibration must be re-inspected before they can be released.
Why Needle Detection Matters: Risk, Liability, and Consumer Trust
A single needle fragment inside a plush toy represents a severe ingestion or laceration hazard, particularly for infants and toddlers who explore objects by mouth. The consequences of a failure extend far beyond the immediate injury: product recalls, regulatory enforcement actions, reputational damage, and civil litigation can collectively cost a brand far more than the entire cost of implementing a comprehensive needle detection program.
For importers and retailers, contractual requirements with major buyers — including all major US and European toy retailers — typically mandate factory-audited needle detection procedures as a condition of purchase. Third-party auditing bodies such as Bureau Veritas, SGS, and Intertek routinely include needle and metal control assessments as part of social compliance and product safety audits.
Beyond legal compliance, needle detection is a powerful signal of manufacturing quality. Brands that can demonstrate robust metal control programs to their retail partners often benefit from preferential treatment in sourcing decisions and greater buyer confidence.
| Failure Type | Immediate Consequence | Downstream Impact | Affected Party |
|---|---|---|---|
| Single unit contamination (contained) | Unit rejected and destroyed | Production delay, cost of re-inspection | Factory |
| Batch contamination (pre-shipment) | Hold on entire batch | Shipping delays, audit required | Factory, importer |
| Contamination reaches retail shelf | Product recall notice | Regulatory action, brand damage | Brand, retailer |
| Consumer injury from needle | Medical emergency, incident report | Litigation, CPSC enforcement, recall | Brand, insurer, retailer |